Vom Granulat zur fertigen Baugruppe
Energiesparen durch ganzheitliche Betrachtung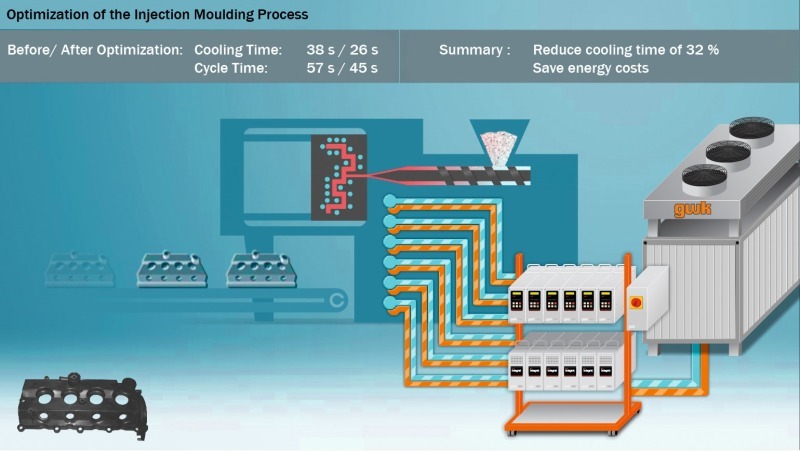




Das Kühlen bzw. Temperieren während der Kunststoffteile-Produktion ist ein energieaufwändiger Prozess, der häufig einen wichtigen Teil der Herstellungskosten ausmacht. Auf der Suche nach Energieeinsparpotentialen sollte man jedoch nicht zu kurzsichtig sein und nur die Anlagen zur Kühlung bzw. Temperierung betrachten: Eine ganzheitliche Beleuchtung des Herstellungsprozesses kann die größeren Einsparpotentiale offenlegen.
Die weiter steigenden Energiekosten stellen für jeden Kunststoffverarbeiter ein elementares Problem im globalen Wettbewerbsumfeld dar. Eine steigende Zahl von Verarbeitern schenkt daher zu Recht den in ihrem Hause eingesetzten Kühl- und Temperierverfahren mehr Beachtung und durchleuchtet diese kritisch bezüglich der Energieeffizienz. Möchte man die Energieeinsparpotentiale jedoch optimal ausschöpfen, funktioniert dieses nur durch eine ganzheitliche Betrachtung.
Einer der Anbieter technisch führender Systeme, die gwk Gesellschaft Wärme Kältetechnik mbH aus Kierspe (www.gwk.com), stellt eine zunehmende Nachfrage nach intelligenten und Kosten sparenden Geräten und Anlagen fest.
Energiesparpotentiale in der Praxis nicht genutzt | Bei der Rückkühlung der aus den Produktionsprozessen abgeführten Wärme wird in der Praxis häufig schon ein beachtliches Potential an Energieeinsparung realisiert. Dies mag daran liegen, dass sich die Amortisationskosten für die notwendigen Investitionen in eine energetisch optimierte Kühlanlage sofort nachvollziehbar errechnen lassen. Doch damit werden die möglichen realistischen Einsparpotentiale noch längst nicht genutzt.
Kühlanlage zum Nulltarif modernisieren | Allein der Blick auf die monatliche Strom- und Heizmittelrechnung und der Vergleich mit den Vorjahreszahlen ist Motivation genug, sich intensiv mit dem Energiekonzept seines Unternehmens auseinanderzusetzen.
Egal, ob mit Öl, Gas oder Strom geheizt oder gekühlt wird, die Kosten dafür sind in den vergangenen Jahren um durchschnittlich 10 % p.a. gestiegen, und die langfristige Entwicklung lässt für die Zukunft noch höhere Steigerungsraten befürchten. Die Hoffnung auf politische Lösungen ist genauso wenig Erfolg versprechend wie die Erwartung, dass Material- und Personalkosten in der Zukunft signifikant sinken werden. Das einzig sinnvoll anzustrebende Ziel ist die Senkung des absoluten Energieverbrauchs.
Ein Beispiel aus der Praxis verdeutlicht dies. Bereits in einem kleinen Spritzgießbetrieb mit 15 kleineren und mittleren Maschinen und einer benötigten Gesamtkühlleistung von 250 kW lohnt sich der Ersatz einer alten, konventionell betriebenen Kältemaschine durch eine Energie optimierte moderne Kältemaschine. Da in unseren Breiten durch die Entlastung des Kompressors bei niedrigen Außentemperaturen bis zu 75 % der einzusetzenden elektrischen Leistung eingespart werden können, lässt sich alleine mit der Energiekosteneinsparung der Mietkauf der neuen Maschine zu banküblichen Zinsen in der Regel komplett finanzieren.
Energieintensive Prozesse analysieren lassen | Natürlich spielt auch die Energieeffizienz der eingesetzten Komponenten eine Rolle, die sich im COP-Wert (Coefficent of Performance) widerspiegelt. Aber man sollte sich nicht von hohen Werten für einzelne Aggregate blenden lassen. Letztendlich ist nur das Verhältnis von produzierter Kühlleistung zur eingebrachten elektrischen Energie des Gesamtsystems – gemessen über das ganze Jahr – entscheidend.
Die Erfahrung hat gezeigt, dass in vielen Unternehmen ein großes Einsparpotential schlummert, das mit Unterstützung von Fachfirmen, wie der gwk, gehoben werden kann, die neben der Fachkompetenz in Kühltechnologien auch über das notwendige Prozesswissen der Kunststoffverarbeitung verfügen. Neben den Spritzgießbetrieben lohnt es sich vor allen Dingen für Extrusionsbetriebe, ihre energieintensiven Prozesse einmal vom Fachmann bezüglich des thermischen Wirkungsgrades analysieren zu lassen.
Schlechte Temperierung | Im Gegensatz zur reinen Kühlung ist bei der Temperierung das Verhältnis zwischen Investitionskosten und Betriebskosten nicht so einfach zu ermitteln. Zum einen bedeutet Temperieren abwechselndes, prozessabhängiges Heizen und Kühlen, zum anderen sind die energetischen Vorteile eher im Gesamtprozess und nicht in den elektrischen Anschluss- und Verbrauchsdaten des Temperiergerätes zu suchen. Selbstverständlich verursachen auch, im Verhältnis zu den Prozessanforderungen, zu große Heiz- und Pumpenleistungen unnötige Energiekosten, welche keinesfalls vernachlässigt werden sollten. Eine regelrechte Energieverschwendung findet jedoch durch falsche Prozesszuordnung, unzureichende Berücksichtigung und Anwendung thermodynamischer Grundregeln sowie durch nachlässigen Umgang mit den Wärme übertragenden Systemkomponenten statt.
Werkzeuge haben Funktion eines Wärmetauschers | Der erste entscheidende Fehler wird bereits häufig bei der Auslegung und Fertigung der Form gebenden Werkzeuge gemacht. Dabei wird häufig überhaupt nicht oder nicht in ausreichendem Maße berücksichtigt, dass ein Werkzeug neben der Formgebung auch die Funktion eines Wärmeaustauschers hat. Wenn Temperierkanäle aber nicht der Geometrie des Formteils angepasst werden, indem sie möglichst kavitätsnah seinen Konturen folgen und die im Werkzeug zur Verfügung stehende Fläche maximal nutzen, dann macht sich dieses Versäumnis in unnötig langen Zykluszeiten und erhöhter Ausschussrate bemerkbar. Beides führt dazu, dass zur Fertigung der benötigten Stückzahl an Formteilen neben den an das Werkzeug angeschlossenen Temperiergeräten die gesamte Produktionszelle mit allen Peripherieeinrichtungen länger in Betrieb sein muss. Die hierdurch zusätzlich benötigte Energie verursacht erhebliche Mehrkosten, die meistens deutlich über denen liegen, die eine adäquate Berücksichtigung der thermischen Anforderungen verursacht hätte.
Kosten senken durch optimierte Temperierung | Bei den meisten Formteilgeometrien ist es nicht möglich, nur mit der konventionellen Bohrtechnik in allen Formteilbereichen einen thermisch idealen Wärmeaustausch zu realisieren. Um mit Temperierkanälen der Formteilkontur so folgen zu können, dass eine dem Wärmehaushalt des Formteils angepasste Formentemperierung entsteht, ist man gezwungen, das Werkzeug konstruktiv zu trennen. Durch das konstruktive Trennen, zum Beispiel des Werkzeugkernes, lassen sich über Frästechnik in bestimmten Abständen zur Werkzeugwand Temperierkanäle einbringen. Diese im Querschnitt oft kleineren und eng beieinander liegenden gefrästen Temperierkanäle können der Werkzeugwand in dichtem Abstand folgen und sind über ihre größere Mantelfläche weit besser in der Lage als eine Bohrung, Wärme aus dem Formnest schnell und gleichmäßig abzuführen. Sowohl der dichtere Abstand der Kanäle zur Werkzeugwand, als auch die größere Wärmeaustauschfläche machen sich in der Praxis als Zykluszeitvorteil und Qualitätsverbesserung bemerkbar. Die auf diese Weise realisierbare Wärmeaustauschfläche ist im Vergleich zur konventionellen Technik in der Regel dreimal so groß, was Kühlzeitverkürzungen von 30 % und mehr zur Folge hat. Die so indirekt erzielbaren Energie- und Kosteneinsparungen sind erheblich.
Voraussetzung für diese bedeutende Steigerung der Energieeffizienz ist allerdings, dass die nun ideal im Werkzeug angeordneten Temperierkanäle auch optimal mit Temperiermedium der richtigen Temperatur und Menge versorgt werden. Optimal bedeutet in diesem Zusammenhang, dass weder zuwenig noch zuviel des Guten getan wird. Das Ziel ist nicht, soviel wie möglich zu temperieren, sondern eben soviel, wie nötig. Die thermische Werkzeugberechnung liefert die dafür notwendigen Daten. Mit den heutigen Möglichkeiten innovativer Werkzeugtemperierung ist in vielen Fällen eine deutliche Leistungssteigerung bei gleichzeitig erheblicher Energiekostensenkung durch Halbierung der Wassermenge und Anhebung der Wassertemperatur umsetzbar.
Neue Perspektiven durch dynamische Temperierung | Die Vorteile variothermer Temperierprozesse mit ihren hoch interessanten perspektivischen Einsatzmöglichkeiten haben unter potentiellen Anwendern und auch Anbietern bereits eine gewisse Euphorie ausgelöst, die in manchen Fällen nicht angebracht ist. Nicht jede Anwendung ist für ihren Einsatz prädestiniert, und nicht jede am Markt angebotene Lösung ist eine sinnvolle Alternative zur bisher eingesetzten Technik. Speziell die Verfahren, die den Austausch fluider Medien mit unterschiedlichen Temperaturniveaus verwenden, sind bezüglich der erreichbaren Ergebnisse und dem dafür benötigten Energieverbrauch kritisch zu analysieren.
Energiekosten fest im Blick halten | Auf der anderen Seite verspricht der Einsatz einer für die Anwendung optimierten dynamischen Formnesttemperierung eine deutliche Verbesserung der Formteilqualität mit entsprechender Verringerung der Ausschussquote. Die gesteigerte Produktivität senkt die Anzahl der benötigten Maschinenstunden, und damit auch den Energieaufwand sowie den Materialverbrauch.
Die frei gewordenen finanziellen Mittel können für die Investition in zusätzliche Maßnahmen zur Produktivitätssteigerung verwendet werden. Sinnvoll ist zum Beispiel die Anschaffung einer Wasserreinigungs- und -konditionieranlage zur Vermeidung mineralischer Ablagerungen an den Wasser führenden Oberflächen, welche die Wärmeübertragung verschlechtern und so die Kühlzeit verlängern und die Energiekosten unnötig erhöhen.
Schlechte Wasserqualität kann teuer werden | Ablagerungen an den Wandungen der Wärme übertragenden Systemkomponenten führen zu einer deutlichen Verlängerung der Kühlzeit. Mit wachsender Schichtdicke ist auch ein negativer Einfluss auf die Produktqualität nicht mehr auszuschließen. Beide Effekte haben wegen der Betriebsstundenerhöhung der gesamten Produktionszelle enorme Auswirkungen auf die Energie- und Prozesskosten. Kühlzeitverlängerungen bis zu 60 % und Betriebskostensteigerungen von mehr als 30 % gegenüber dem Neuzustand der Produktionsmittel sind keine Seltenheit.
Fazit | Bei allen Kostenvergleichen ist zu beachten, dass nicht nur die individuellen elektrischen Anschlusswerte und Betriebskosten der Kühl- und Temperiervorrichtungen, sondern die damit verbundenen Betriebsstunden und Energiekosten der gesamten Produktion betrachtet werden müssen. Die ständige Steigerung der Kosten für Energie und Rohstoffe unterstreicht die Richtigkeit dieser These. Auch bei der Entwicklung neuer Anwendungen sind trotz aller Faszination für die technischen Möglichkeiten die wirtschaftlichen Randbedingungen immer zu beachten.
Dies gilt für die gesamte Prozesskette, beginnend mit der Produktion der Rohstoffe bis zur Lieferung eines Kunststoffteiles. Umfassende Lösungen und ein energetisches Gesamtkonzept sind erforderlich, wie sie von Unternehmen angeboten werden, die das gesamte Spektrum der industriellen Kühlung und Temperierung für die Kunststoffverarbeitung nicht nur mit Produkten, sondern auch mit einem breiten Know-how, verbunden mit verfahrenstechnischer Entwicklung und Unterstützung beherrschen. Das höchste Potential an Energieeinsparung wird dann erschlossen, wenn der gesamte Herstellprozess eines Kunststoffteils vom Granulat bis zur Auslieferung der einbaufertigen Baugruppe kritisch betrachtet wird.