EDEKA-Markt nutzt natürliche Kältemittel
Überfluteter Kälteanlagenbetrieb im Umwälzbetrieb mit CO2
Die Erarbeitung des Großmarktes der MIOS Großhandel GmbH in Frankfurt/Oder stellte die Projektbeteiligten vor eine besondere Herausforderung. Die Aufgabe für die in Bochum ansässige Emcot Group bestand in der Umsetzung der Kundenanforderung, im gesamten Markt die Kältelasten mit natürlichen Kältemitteln abzufahren und dabei innovative Technik zu verwenden.
Der EDEKA-Markt MIOS in Frankfurt/Oder verfügt über eine Verkaufsfläche von 4071 m². Neben den Kühlräumen für Normal- und Tiefkühlung sollen 66 laufende Meter NK-Möbel und 43 laufende Meter TK-Möbel installiert werden. Das entspricht einer Gesamtkälteleistung von 200 kW in der Normalkühlung und 80 kW für die Tiefkühlung. Die Projektleiter der Emcot Group entwickelten gemeinsam mit compact Kältetechnik (www.compact-kaeltetechnik.de) das optimal für dieses Projekt passende Anlagenkonzept.
Die Wahl für das Tiefkühlkältemittel fiel schnell auf CO2. Die Erarbeitung des Gesamtkonzepts für das Normalkühl-Kältesystem nahm deutlich mehr Zeit in Anspruch. Die Optionen CO2-Booster und Kaskade wurden sorgfältig verglichen und gegeneinander abgewogen. Schließlich präsentierte die Emcot Group ihrem Auftraggeber EDEKA das finale Konzept für einen überfluteten Anlagenbetrieb mit CO2.
Die überflutete Fahrweise
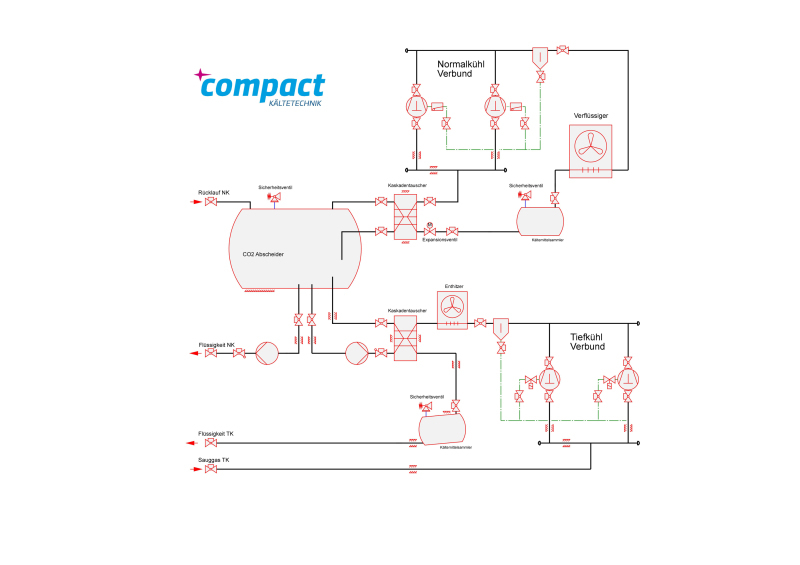
Anlagen mit überfluteter Fahrweise besitzen auf der Niederdruckseite einen Kältemittelbehälter, den sogenannten Abscheider, in dem flüssiges Kältemittel mit einer Gasüberlagerung unter Sattdampfbedingungen vorgehalten wird. Der Füllstand des Abscheiders wird entweder über einen mechanischen Schwimmerregler (Hoch- oder Niederdruckschwimmer) geregelt oder es ist eine Füllstandsregelung mit einer Füllstandsonde und einem Regelventil in der Flüssigkeitsvorlaufleitung installiert.
Der Druck im Abscheider wird auf einem bestimmten Wert gehalten, welcher durch die erforderlichen Temperaturen an den Kühlstellen festgelegt ist. Die Kältemittelverdichter saugen das Gas aus dem oberen Bereich des Abscheiders ab, wodurch das Sattdampfgleichgewicht bei der geforderten Temperatur im Abscheider erhalten bleibt. Im vorliegenden Fall wird das CO2 in Form von Sattdampf über zwei Kaskadenwärmetauscher wieder verflüssigt.
Eine Variante der Rückverflüssigung in überfluteten Anlagen ist die Thermosiphonverflüssigung über einen Kaskadenwärmetauscher. Sie kann eingesetzt werden, wenn die Rückverflüssigung über ein anderes Medium (z.B. Propan/Propen) erfolgen soll.
Rückverflüssigung über Verbundanlage
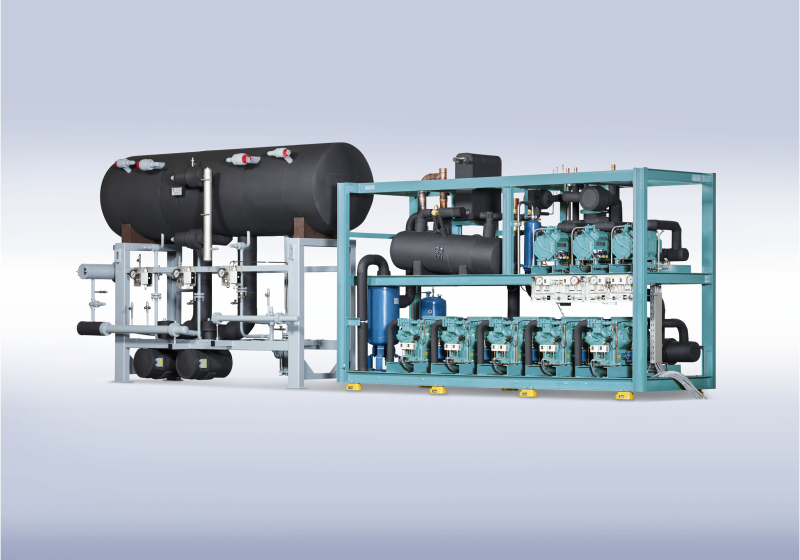
Im speziellen Fall erfolgt die Rückverflüssigung über eine Verbundanlage mit fünf 6-Zylinder-Hubkolbenverdichtern von Bitzer. Als Kältemittel kommt Propen (R1270) zum Einsatz. Dieses hat einen GWP von 2, befindet sich in der Fluidgruppe 1 und in der Sicherheitsklasse A3. Durch die Brennbarkeit ergeben sich diverse Sicherheitseinrichtungen an der Maschine. Durch die Aufstellung im Freien können Risiken minimiert werden. So wird im Havariefall das brennbare Kältemittel einfach an die Umgebung abgeleitet.
Oberhalb des Abscheiders wird ein Plattenwärmeübertrager installiert. Der obere Eintritt des Plattenwärmeübertragers ist mit dem Abscheider verbunden und nimmt sattdampfförmiges Kältemittel auf. Das CO2 verflüssigt durch die Verdampfung von Propen im Kaskadentauscher und gelangt flüssig in den unteren Raum des Abscheiders. Diese Kältemaschine von compact Kältetechnik hat aufgrund des verwendeten Plattenwärmeübertragers und des berechneten Vorlagevolumens im Abscheider geringe Füllmengen.
Einsatz von Pumpenanlagen
In Kälteanlagen mit vielen angeschlossenen Verdampfern und bei längeren Strömungswegen mit lastabhängigen Druckverlusten können auf Grund dieser Störgrößen keine befriedigenden Regelungen an den einzelnen Verdampfern erreicht werden. Um diesem entgegenzuwirken, werden Pumpenanlagen eingesetzt, um die Verdampfer überflutet zu betrieben. Die Pumpen saugen Kältemittel aus dem unteren Teil des Abscheiders (Flüssigphase) an und erhöhen den Druck des Kältemittels, um die Kühlstellen gleichmäßig zu beaufschlagen.
Der Druck liegt oberhalb des Sattdampfdruckes, was ein Ausdampfen des Kältemittels in den Rohrleitungen zu den Kühlstellen verhindert. Das an den Kühlstellen verdampfte Kältemittel wird wieder zum Abscheider zurückgeleitet.
Typische Einsatzgebiete von CO2-Anlagen mit Pumpenbetrieb sind:
Kühlhäuser,
Brauereien,
Schlachthäuser,
Chemische Industrie,
Eislaufhallen.
Die Kältemittelfüllmengen von Kälteanlagen mit Pumpenbetrieb können sehr groß sein; sie liegen zwischen einer und 200 Tonnen. Die für den Betrieb des EDEKA-Marktes MIOS im Voraus berechnete Füllmenge beträgt 1200 kg an CO2 und liegt damit in einem mittleren Bereich.
Die Vorteile
Neben den unbestritten guten Umwelteigenschaften von CO2 (GWP = 1) ist ein weiterer nennenswerter Vorteil der günstige Preis von Kohlenstoffdioxid gegenüber anderen Kältemitteln. Darüber hinaus stellt das im Abscheider entspannte Kältemittel gespeicherte Kälteenergie dar. Damit möchte die Emcot Group zum einen Lastspitzen überbrücken und zum anderen eine Maschinen-Stillstandszeit für einen Wartungseinsatz überbrücken.
Die Pumpenanlagen werden in der Regel zweistufig ausgeführt, wenn an den Kühlstellen unterschiedliche Temperaturen erforderlich sind (zum Beispiel Kühlhaus, Verladezone/Frischhaltebereich: +4 °C; Tiefkühlung: -30 °C). Die Tiefkühlleistung wird über eine weitere Kaskadenstufe bereitgestellt. Der Wärmeübergang in den Verdampfern erfolgt über eine Direktverdampfung.
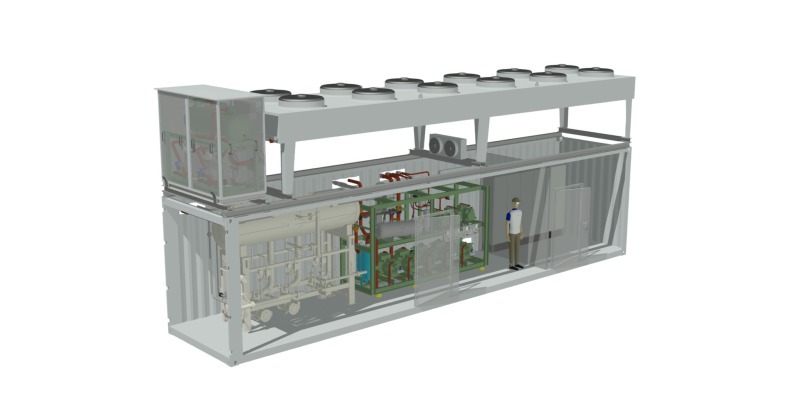
Durch die Installation der Gesamtanlage in einem 40 Fuß-Container mit aufgebautem Verflüssiger für Propen wird die Kältemaschine als Gesamteinheit am Bestimmungsort komplettiert. Der Schaltschrank samt Elreha-Steuerung befindet sich hierbei in einem abgetrennten Bereich im Container, um jegliche Zündquellen von den Kältemaschinen fernzuhalten.
Mit dem Bau der Gesamtanlage hat die Emcot Group die compact Kältetechnik beauftragt, einen Spezialisten, wenn es um kältetechnische Sonderlösungen geht. Die Firma compact Kältetechnik GmbH fertigt seit 2005 komplette CO2-Maschinen für den trans- und subkritischen Betrieb. Durch den Bau diverser Ammoniak-Großanlagen ist auch der Pumpenumwälzbetrieb für die compact Kältetechnik kein Neuland mehr. Hierdurch können Know-how und Synergieeffekte der verschiedenen Abteilungen inhouse optimal genutzt werden.





